Elektronenstraal lassen (EBW)
Na het lezen van dit artikel leert u over elektronenstraallassen met behulp van een diagram.
Bij elektronenbundellassen wordt een bundel verkiezingen gebruikt om het metaal te smelten waar het moet worden gelast. Dit proces werd begin 1950 gelijktijdig in de VS en West-Duitsland ontwikkeld.
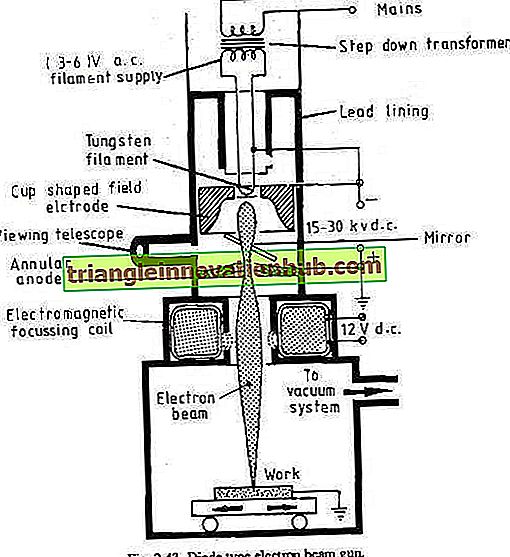
In EBW wordt een verwarmd filament gebruikt als een bron van elektronen die naar en door een ringvormige veldanode stromen. De elektronenbundel wordt vervolgens gefocusseerd met behulp van een focusseerspoel. Vervolgens passeert het een nauwe doorgang naar het te lassen werkstuk, dat in een vacuümkamer wordt geplaatst.
Het werkstuk kan worden verplaatst om de benodigde lassnelheid te creëren. Aldus zijn de belangrijkste elementen van een EBW-systeem, elektronen-uitzend en versnellende eenheid, bundel-focusseereenheid, en een vacuümkamer voor het vasthouden van het werkstuk. Het is gebruikelijk om de eenheid, met uitzondering van de vacuümkamer, een EBW-pistool te noemen.
Om de elektronen ononderbroken te laten bewegen, is het essentieel om vacuüm te gebruiken met een druk van 10-1 tot 10-2 torr (mm kwik) door de EBW-pistoolkolom en de kamer. Er zijn echter EBW-pistolen ontwikkeld om te werken bij een gemiddelde vacuümdruk en bij atmosferische druk, maar hun effectiviteit is veel minder in vergelijking met hoogvacuümpistolen, bijv. De hoogvacuümpistolen kunnen werkstukken van wel 150 mm lassen, terwijl in middelgrote vacuümpistolen de limiet is ongeveer 50 mm en in niet-vacuümeenheden mag deze maximaal 12 mm zijn.
De EBW-pistolen zijn van twee soorten, diode en triode de termen komen overeen met elektronenkleppen met dezelfde naam. Het doordringende vermogen van de elektronenstraal hangt af van de snelheid van elektronen die wordt geregeld door de grootte van de versnellingsspanning. Afhankelijk van de acceleratiespanning worden de EBW-pistolen geclassificeerd als laagspannings- en hoogspanningstypen met een bereik van spanningen tussen respectievelijk 15-30 kv en 70 150 kv. Fig. 2.43 toont een EBW-eenheid van het diode-type.
De EBW-lassen zijn erg smal en kunnen van het volledige penetratietype zijn met een breedte tot penetratieverhouding van 1: 20 in vergelijking met 5: 1 van booglassen met afgeschermd metaal en 2: 1 van gasmetaal booglassen. Met een EB-energiedichtheid van bijna 5 x 10 8 W / mm2 is het mogelijk om elk bekend metaal te smelten en aldus te lassen.
Commerciële toepassingen van EBW omvatten het lassen van superlegeringen, vuurvaste metalen, reactieve metalen en roestvrij staal. Titanium-, beryllium-, molybdeen- en zirkoniumcomponenten worden meestal door EBW gelast. Het wordt veel gebruikt in de elektronica-, nucleaire-, raket- en vliegtuigindustrie.
Typische toepassingen van EBW omvatten het lassen van bundeltandwielen, ingewikkelde klepopstellingen gemaakt van corrosiebestendige legeringen voor de automobielindustrie evenals drukcapsules en raketrompkaders.


